

Соединение металлических заготовок посредством расплавления их кромок или припоя в среде горящего газа, пожалуй, самый универсальный способ варки. Однако чтобы в идеале применять его на практике, нужно знать некоторые технические нюансы. Разберем, что собой представляет газовая сварка, каковы особенности технологии, в чем заключаются ее плюсы и минусы и где она применяется, какие материалы и оборудование требуются для нее, а также какие варианты техники доступны в быту.

Газовая сварка – что это такое, особенности технологии
Расплавление и соединение контактирующих мест металлических заготовок в среде горящих газов называется газосваркой. Как в электродуговой технологии используется электрическая дуга, так в данном методе пламя. При этом для создания высокотемпературной плазмы берется специальный горючий газ.
В сопле горелки он смешивается с мощным окислителем – кислородом – и после поджигания производит пламя заданной температуры. Оба газа подаются из баллонов под давлением.
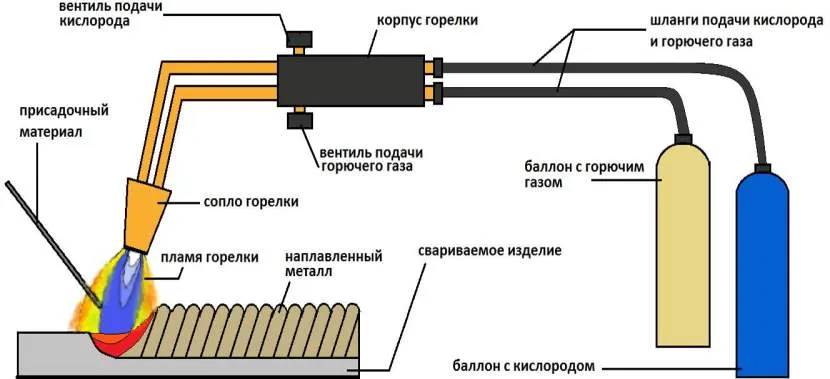
Суть технологии сводится к следующему:
- Из сопла горелки в рабочую область подается пламя.
- Кромки заготовок начинаются плавиться.
- При необходимости в зону плавления вносится присадочный стержень, который также переходит в жидкую фазу.
- Далее расплавленное вещество перемешивается, формирую общий шов.
- После отведения пламени металл застывает, заготовки соединяются в единую конструкцию.
Начинающему осваивать газосварку следует запомнить, что нагрев рабочей зоны в данном методе происходит длительно. Поэтому варить ей можно практически любые сплавы, в том числе требующие аккуратного подхода к нагреву и охлаждению. Например, к ним относятся – цветмет, чугун, легированные и инструментальные стали.
На заметку! Максимальную температуру пламени обеспечивает ацетилен. Сжигание других газов дает несколько меньший уровень нагрева. Это требует внесения корректировок в технику варки.
Плюсы и минусы, применение
Достоинства газосварки проявляются, прежде всего, в мягком прогреве металлической структуры. Это предупреждает деформацию заготовок, что особенно актуально для чувствительных к такому воздействию сплавов. Помимо этого, имеется еще ряд преимуществ газовой сварки перед другими способами:
- Нет необходимости в применении специального оборудования – такого как, полуавтомата или инвертора.
- Доступность расходников и приспособлений.
- Независимость от мощных источников электропитания, что дает возможность применения вдали от электросети.
- Простота технологии, возможность выполнения начинающими.

- Возможность контроля и наблюдения за процессом.
- Лучший способ варки медных, латунных и чугунных изделий.
- Выбор температурного режима в широком диапазоне значений.
- Формирование прочных и долговечных трубопроводных швов – при правильно подборе присадки и характеристик плазмы.
- В некоторых случаях можно обойтись без средств индивидуальной защиты.
- Возможность применения различных способов металлообработки – варки, резки, калки, пайки и проч.
- Низкая себестоимость технологии.
Недостатки газовой сварки перед другими способами соединения выражаются в следующем:
- Минимальная производительность – ввиду необходимости длительного прогрева рабочей области.
- Обширное распространение тепловой зоны – что может негативно сказаться как на самой заготовке, так и на рядом расположенных термически не устойчивых ее частях.
- Невозможность применения техники «внахлест» – из-за роста напряжения в структуре и последующего разрушения шва.
- Практическая неприменимость технологии для изделий толщиной свыше 5 мм.
- Длительное остывание конструкции по завершении процедуры.
- Невозможность автоматизации процесса.
- Риск пожара и взрыва при работе с потенциально опасными компонентами – газовыми баллонами, горючими газами и открытым пламенем.
Справка! Благодаря большому ряду преимуществ газовая сварка применяется практически во всех случаях, когда при подходящих условиях требуется выполнить соединение металлов. Это и строительство, и ремонт, и обустройство инженерных систем.
Оборудование и материалы
Для варки металлов в газовой среде обязательны следующие приспособления:
- Баллоны. Отдельные емкости с кислородом и каким-нибудь горючим газом. Чаще всего применяется ацетилен, поэтому нередко вместо баллона берется генератор, из которого он производится реакцией карбида с водой.
- Водяной затвор. Специальная емкость с водой. Ее задача – не пропустить проникновение пламени к ацетиленовому генератору. Узел расположен в схеме между горелкой и газовым патрубком.
- Редуктор. Контролирует и не допускает подъем давления выше безопасного уровня.
- Горелка. Смешивает газы и производит пламя.
- Шланги. Соединяют баллоны и генератор с горелкой.

- Пост. Представляет собой особым образом организованное рабочее место – стол, тумбочки, инструмент, вытяжка и проч. Особенно важно грамотно подойти к его обустройству начинающему мастеру, так как при правильном подходе сварка газом во многом упрощается.
Для осуществления технологии применяются следующие газы и расходные материалы:
- Кислород.
Выполняет функцию окислителя горючих газов. Относится к обязательным компонентам газовой смеси. Поставляется в баллонах с точно заданным давлением.
Изготавливается путем сжатия обычного воздуха и дальнейшего отделения от примесей, преимущественно углекислого газа. Поэтому в зависимости от содержания главного компонента подразделяется на 3 сорта:
- Высший – 99,5 %.
- 1-ый – 99,2 %.
- 2-ой – 98,5 %.
Эксплуатироваться и храниться кислородный баллон должен в соответствии с правилами техники безопасности.
- Ацетилен.
Наиболее часто применяемый горючий газ. Применяется для сварки и резки. На месте может поступать как из баллона, так и с генератора. Уникальность ацетилена заключается в максимальном нагреве пламени – в сравнении с другими используемыми газами.
Недостаток проявляется в необходимости строгого соблюдения условий эксплуатации. Так, давление подаваемого из баллона газа не должно превышать 1,5 кг/см², а температура 400 ℃ – иначе произойдет взрыв.
- Другие горючие газы.
Главный недостаток газовой сварки на ацетилене – высокая стоимость. Поэтому его нередко заменяют другими газовыми или паровыми субстанциями:
- Водород.
- Пропан.
- Метан.
- Керосин в виде пара.
Нагрев пламени на этих видах сырья достигает 2,4-2,8 тыс. ℃, в то же время ацетилен развивает – 3,15 тыс. ℃.
- Присадка, флюс.
Для правильного формирования шва применяется присадочная проволока либо флюс. К первой применяются следующие требования:
- Поверхность не должна быть окрашенной или вымоченной в масле.
- Металл должен быть чистым, без признаков коррозии.
- Температура плавления должна быть равна или ниже аналогичного показателя свариваемых заготовок.
Флюс подается в зону стыковки в виде порошка, пасты или раствора. Применяется он преимущественно для легкоплавких цветных металлов.
Видео описание
Видео о том, что такое газовая сварка:
Обратите внимание! Если в качестве горючего газа применяется не ацетилен, а его заменители, присадочная проволока должна содержать кремний и марганец. Эти элементы позволят эффективнее раскислить металл в сварной зоне.
Варианты техники
В технике газовой сварки есть 2-е схемы:
- Правая.
Применяется для заготовок от 3 мм. При этом сплавы должны обладать достаточной степенью теплопроводности. Суть метода сводится к тому, что термообработка стыка ведется от левого края к правому.
Плюсы способа:
- Формирование качественного шва.
- Экономия газов до 10 %.
- Увеличение скорости до 20 %.
Проволочную присадку направляют за движением мундштука по сварочной ванне. При этом в поперечнике она должна быть не больше половины толщины заготовок, но не более 8 мм.
- Левая.
Отличается от выше приведенной техники тем, что пламя движется наоборот – от правого края к левому. При этом проволока продвигается впереди горелки.
Применяется для заготовок толщиной не более 3 мм из легкоплавких сплавов. Левый способ на практике используется чаще – ввиду того, что сварщику лучше виден процесс, а прогрев металла сильнее.
Видео описание
Видео-пример газовой сварки:
Газовая сварка – метод соединения металлических заготовок путем расплавления и последующего соединения их взаимодействующих краев в среде горящего газа. Главные плюсы технологии сводятся к отсутствию в схеме сложного оборудования, энергонезависимости, доступности оборудования и расходников, качеству шва.
Минусы проявляются в низкой производительности, возможности варки заготовок толщиной только до 5 мм, длительному остыванию, потенциальной опасности. Для проведения газосварки применяется такой ряд оборудования:
- Баллоны.
- Редуктор.
- Водный затвор.
- Горелка.
- Шланги.
- Пост.
Необходимые материалы – кислород, ацетилен или его аналоги, присадка и флюс. Чтобы правильно варить газосваркой, нужно соблюдать технологию и применять подходящий способ – правый или левый.
")