

Знакомый варил дымоход для газового котла из оцинкованной стальной трубы – однако сварное соединение получилось непрочным. Выяснилось, что он не учел некоторые важные нюансы при выборе электродов – после того, как я уточнил ему некоторые детали, работа пошла, теперь дымоотвод держится хорошо. В этом обзоре хочу рассказать, что нужно учитывать в сварке оцинкованных изделий, какие виды сварки лучше использовать и как правильно выбирать электроды по оцинковке.

Нюансы сварки
Главная особенность оцинковки – наличие защитного слоя цинка на поверхности. Толщина такого слоя варьируется в широких пределах – от 2 до 150 мкм. Во время сварки металл, находящийся снаружи, имеет меньшую температуру плавления, чем у стальной основы. Поэтому он начинает сразу плавиться и испаряться, что негативным образом сказывается на результате.
Отмечу следующую серию происходящих при этом негативных процессов:
- Защитный слой рядом с местом соединения выгорает, что в дальнейшем приводит к коррозии и сокращению срока службы изделия.
- Частицы цинка подмешиваются к основному металлу, делая шов непрочным, пористым и покрытым сетью трещин.
- Образуемые токсичные пары распространяются в окружающую атмосферу, что может способствовать сильному отравлению.

Поэтому тем, кто еще не знает, можно ли варить оцинковку обычным простым электродом, отвечу так – можно, но при условии полноценной защиты места стыка специальным флюсом, а органов дыхания кислородной маской, и максимально точном подбором характеристик аппарата.
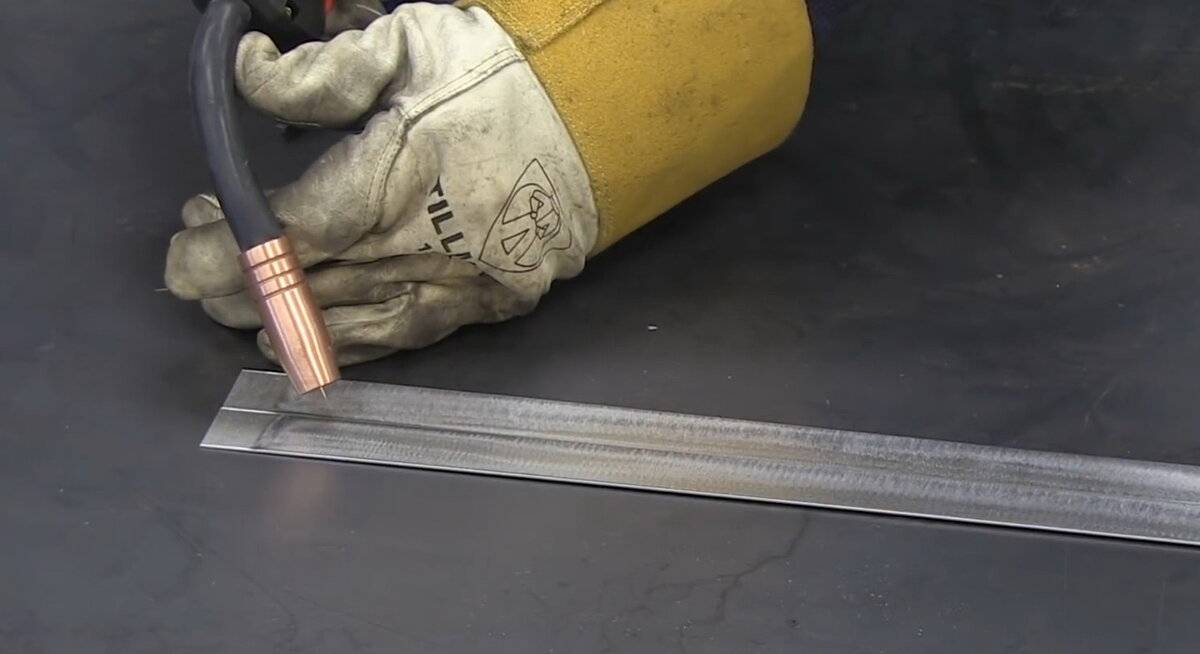
Совет! Если вы хотите добиться идеально ровного, аккуратного, прочного шва с заданными характеристиками, рекомендую применять технологию варки в газовой среде. В качестве расходника выступает проволока преимущественно из меди.
Виды сварочных технологий
Выделю 3-и основных способа, как эффективнее всего сварить изделия из оцинкованного металла:
- Полуавтоматом.
Варка осуществляется в защитной среде аргона или двуокиси углерода. Диаметр электрода подбирается в соответствии с толщиной металла в месте стыковки. Например, для заготовок меньше 4 мм я брал расходники от 0,6 до 1 мм в поперечнике, а свыше 4 мм – около 1-1,2 мм.
Отмечу следующий ряд особенностей сварки полуавтоматом:
- Плюсовой контакт подсоединяется к держаку, минусовой – к детали.
- При толщине изделия меньше 1 мм нужно применять метод точечной сварки.
- Если напряжение сети не достигает 220 В, требуется применять расходник, меньший в диаметре на 0,2 мм, чем необходимо.

- Применение безгазового метода потребует использования специальной порошковой проволоки. При этом «+» подводится к заготовке.
Плюсы способа – аккуратность шва, лояльность в настройках. Недостатки – громоздкость оборудования, включая баллоны, и невозможность работать при сквозняках и ветре.
- Инвертором.
Инвертором я, как и большинство опытных сварщиков, всегда предпочитаю варить оцинковку толщиной не более 2 мм – при этом и электроды подбираю, соответствующего небольшого диаметра. При этом выделю следующий ряд особенностей данного вида сварки:
- Применяю электроды диаметром не более 2 мм.
- Значение тока выставляю в соответствии с коэффициентом плавления расходника.
- Чтобы не прожечь заготовку, электрод удерживаю под углом порядка 35-550.
- Подключаю схему по принципу обратной полярности – «-» идет на деталь, а «+» на электрод.
Среди положительных моментов инверторной сварки я бы выделил точность и аккуратность шва, а среди минусов – дороговизну метода, так как и сам аппарат и расходники стоят недешево.
- Точечным методом.
Технология точечной сварки позволяет приварить лист оцинковки к оцинкованному или иного типа металла в случаях, когда к эстетике шва предъявляются высокие требования. Например, такой подход применяется в автомобилестроительной отрасли. Главный плюс метода – эстетичность и высокая прочность места стыка, минус – большой расход присадки и затрат электроэнергии.
На заметку! Непосредственно перед началом работ края изделий в месте формирования сварного шва должны быть очищены от поверхностного цинкового слоя. Для этого используется 3 метода: механический – абразивными средствами, химический – растворением кислотой или щелочью и термический – обжигом пламенем.

Правила выбора электродов
Начинающему сварщику чтобы знать, какими электродами варить оцинковку, рекомендую для начала определить тип стального сплава под покрытием. По данному признаку расходники разделяются на 2 группы:
- Рутиловые. К ним относятся марки – МР-3, АНО-4 и ОЗС-4. Применяйте их к стальным сплавам с низким включением углерода в состав. Основные характеристики – быстрый розжиг, минимальное разбрызгивание, стабильность, прочность и плотность шва.
- Сильноосновные. Это электроды марок – УОНИ-13/45, ДСК-50 и УОНИ-13/55. Рекомендую применять их к высокоуглеродистым и низколегированным сплавам.
Рассмотренные выше расходники предназначены для ручной дуговой сварки. Если же вы решили применить полуавтомат, то вместо электродов для сваривания изделий из оцинковки должна использоваться специальная проволока-присадка следующей маркировки:
- CuSi3. Содержание меди приближается к 100%. Образует легко обрабатываемый шов, но при этом минимальной прочности. Из-за наличия в составе кремния во время сварки требуется соблюдать осторожность – расплав отличается текучестью.

- CuSi2Mn. В противовес выше приведенному варианту данный вид присадки формирует соединение максимальной прочности. Недостаток – существенное усложнение последующей обработки.
- Autrod 19.30. Состав на базе серы, марганца и кремния. Позволяет создать шов с показателем прочности выше среднего.
- CuAl8. Материал предназначен для сплавов, покрытых алюминием или цинком.
Видео-пример использования различных технологий сварки оцинковки
Рекомендация! Если вы применяете для сварки труб, листов и других изделий из оцинкованной стали полуавтомат, и еще не научились толком выставлять характеристики в соответствии с диаметром электрода и толщиной материала, то советую воспользоваться функцией «Synergic». Оборудование само подберет оптимальный режим в соответствии с заводскими наборами настроек.
Полезные советы
В завершении приведу несколько полезных советов:
- По завершении работы шву и местам, зачищенным от цинкового наслоения, необходимо восстановить, используя для этого специальные химсредства.
- В особо ответственных местах конструкции силу тока необходимо повысить минимум до 15 А, а скорость понизить – чтобы образовался плотный сварной шов, выдерживающий динамические нагрузки.
- Варка на короткой дуге дает возможность лучше контролировать соединение. Также это способствует меньшему разбрызгиванию и сохранению покрытия от прожига.
Совет! После сварки я всегда снимаю шлак постукивающими движениями и осматриваю шов сверху. Малейший дефект обнаруживается при этом сразу.
Видео-обзор сварки оцинкованной трубы
Коротко о главном
Наличие цинка на поверхности стали создает некоторые трудности при попытке ее сваривания – ухудшение качества шва, выделение ядовитых паров, разрушение покрытия. Решить проблему можно, применив электроды со специальным покрытием или проволоку в инертном газе. При этом используется 3 варианта:
- Полуавтоматом.
- Инвертором.
- Точечным методом.
Каждый из них имеет свои особенности и сферу применения. Для ручной дуговой сварки оцинковки применяются электроды с рутиловым и сильноосновным покрытием, а для полуавтомата – проволока с содержанием меди, кремния, марганца.
")