

В общий процесс армирования железобетонных конструкций входит процесс установки арматуры и закладных деталей.
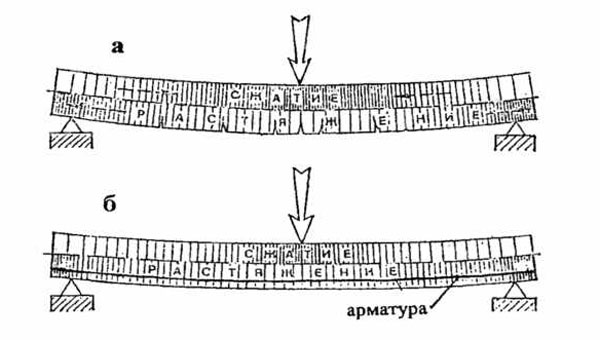
Назначение. Стальная арматура воспринимает растягивающие усилия, возникающие в строительных конструкциях, так как бетон хорошо работает лишь на сжатие (рис. 4.16). Сталь – материал дорогой, но его доля в конструкции составляет лишь 1–3 % (по объему).
Закладные детали в виде стальных пластин, уголков, трубок, болтов и т.п. служат для крепления конструкций на сварке, на болтах; для создания отверстий, проемов, каналов и т.п.; для пропуска сквозь конструкцию тяжей, болтов, а также инженерных коммуникаций.
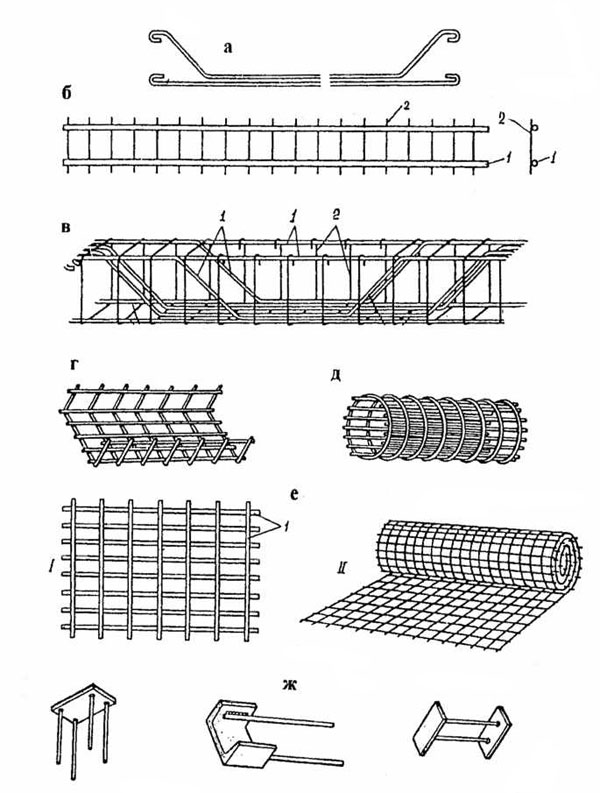
Вид продукции. Установленные в проектное положение арматурные изделия: сетки, каркасы и т. п., а также закладные детали (рис. 4.18).
Состав процесса:
- изготовление арматурных изделий и закладных деталей;
- доставка на объект в комплекте;
- установка и раскрепление в проектном положении;
- сдача по акту.
Вход в процесс. Принята по акту установленная в проектное положение опалубка.
Материалы. Сталь в виде проволоки диаметром 3–10 мм в мотках (бухтах) весом 20 и 40 кг, арматурных стержней (прутков) диаметром 10–40 мм: в пучках весом 1,5…3,0 т. Торцы прутков окрашены. Поверхность прутковой стали может быть гладкая или с выступами (периодического профиля) для обеспечения надежного сцепления с бетоном.
Поставка и учет стали ведутся только по весу. Измеряется и подсчитывается общая длина всей арматурной стали одного диаметра и умножается на вес одного погонного метра (пм) по сортаменту стали.
Для монолитного железобетона используется арматурная сталь классов A–I…A-IV (табл. 4.1). По мере повышения класса прочность стали возрастает примерно в два раза, в то же время стоимость увеличивается лишь на 50–75 %. Поэтому эффективно использовать стали высоких классов. Из арматурной стали изготавливают арматурные изделия: отдельные стержни, каркасы, сетки (рис. 4.18), а также пряди и канаты для напрягаемой арматуры.
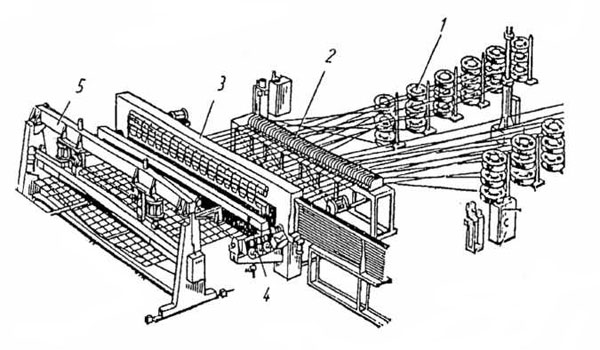
Изготовление. Производится, как правило, на заводах или в арматурных цехах, оснащенных высокопроизводительным стационарным оборудованием: машинами для контактной стыковки и резки, для гибки прутков; сварочными автоматами и полуавтоматами, в т.ч. многоточечными (рис. 4.17), а также мощными подъемно-транспортными механизмами.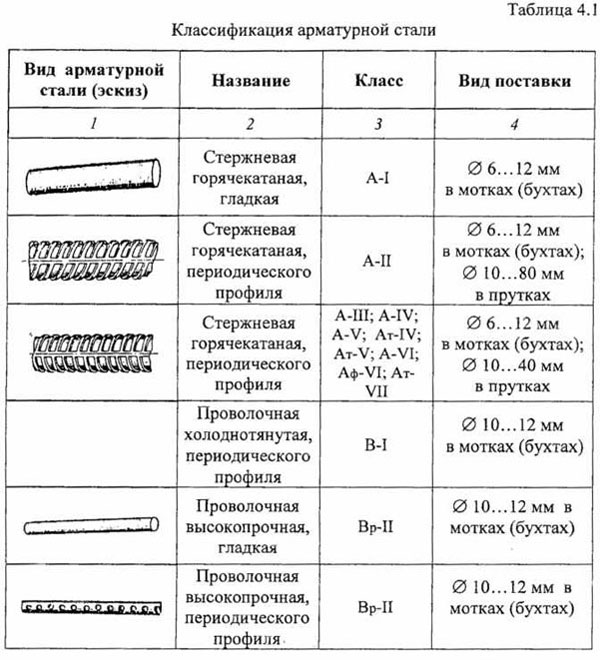
Процесс изготовления включает:
- правку проволоки;
- стыковку прутков в непрерывную плеть;
- разметку прутков или проволоки;
- резку по размеру;
- гнутье элементов (при необходимости);
- сборку арматурных изделий.
Готовые арматурные изделия комплектуются по видам конструкций и отгружаются на объект.
")