


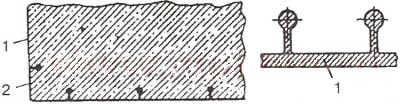
Листовая гидроизоляция выполняется из стальных или пластмассовых листов толщиной 2 — 8 мм. Металлическая гидроизоляция применяется при больших гидростатических напорах. Выполняется как снаружи, так и изнутри помещения. К защищаемой поверхности листы крепят с помощью анкеров. Для предохранения от коррозии листы группируют и окрашивают в два слоя антикоррозийными составами. Листы могут быть из латуни, меди, алюминия и нержавеющей стали.
Стальные листы очищают от ржавчины, рихтуют и размечают. Для закрепления листов применяют закладные детали (анкеры с опорами из листовой стали или проката), устанавливаемые в изолируемой конструкции, или анкеры, привариваемые к стальному листу. В продольном направлении листы соединяются сварными швами на подкладках из уголков или внахлестку с перекрытием на 25±5 мм, а в поперечном направлении только внахлестку. Сварочные и монтажные работы следует выполнять по указаниям нормативных документов. При использовании гидроизоляции из стальных листов в качестве опалубки железобетонных конструкций они должны быть усилены для обеспечения необходимой жесткости при проведении работ. Сварные оболочки из стальных листов, применяемые в качестве гидроизоляции бетонных приямков, должны устанавливаться на слой цементного раствора с одновременным вибрированием. Сварные швы должны быть проверены на плотность для бетонирования элементов сооружения и до заполнения раствором зазоров между изолируемой поверхностью и гидроизоляцией. Проверка герметичности сварных швов должна производиться при давлении, превышающем рабочее гидростатическое в 1,5 раза. Зазор между изолируемой поверхностью и стальными листами гидроизоляции следует заполнять цементным раствором путем нагнетания его под давлением, указанным в проекте, но не более 0,5 атм. Нагнетание раствора производят через патрубки, вваренные в стальные листы гидроизоляции. После окончания рабочего и контрольного нагнетания патрубки завариваются. Гидроизоляция стыков в сборных обделках подземных сооружений должна производиться после контрольного нагнетания цементного раствора за обделку. Канавки стыков элементов обделки должны очищаться с помощью пескоструйного аппарата, продуваться сжатым воздухом, промываться водой и заполняться мастиками или начеканиваться пастами в соответствии с указаниями проекта. Гидроизоляцию болтовых соединений, отверстий и пробок в сборных обделках при отсутствии указаний в проекте следует выполнять с помощью асбестобитумных сферических шайб, устанавливаемых под головки болтов и гайки. Степень затяжки болтов должна обеспечивать водонепроницаемость болтовых отверстий. Болты и зенковки болтовых отверстий должны предварительно очищаться и окрашиваться битумным лаком.
Полимерная гидроизоляция применяется в агрессивных средах. В качестве изоляции используют поливинилхлоридные листы PVC, полиэтиленовые листы низкого и высокого давления фирм NSC, GSE, ULTRAPLY+, Фатрафол, Синтофойл, Алькорплан, Сика, Протай. Гидроизоляция «Гидропласт» изготавливается из листов шириной 1,2; 1,45; 1,5 м, толщиной 7, 8, 11, 19, 21, 26 мм экструзионных марок полиэтилена низкого давления с температурой эксплуатации от -40 до +70°С со сроком службы 25 лет. Полиэтиленовые пленки DURA SEAL рекомендуются для конструкций подземных сооружений с радиоактивными отходами.
Листовые полимерные материалы из стабилизированного полиэтилена с анкерными ребрами применяют для изготовления сборных и сборно-монолитных конструкций подземных сооружений, при этом лучшее качество облицовки достигается при горизонтальном расположении листа, ребрами вверх, во время формования изделий. При возведении сооружений гидроизоляцию располагают со стороны гидростатического напора.
Основанием под горизонтальную гидроизоляцию из полиэтиленовых листов с анкерными ребрами, обращенными вверх, должна служить ровная песчаная подсыпка толщиной 50 мм. По этому основанию укладываются и свариваются между собой полиэтиленовые листы и по ним выполняется защитная стяжка из цементного раствора марки 100 толщиной 30 — 50 мм, по которой выполняется конструкция пола (днища). При сборном варианте днища защитная цементная стяжка может быть заменена бетонной подготовкой. На гидроизолируемых участках небольшой ширины до 2 м и не подвергающихся воздействию гидростатического напора допускается втапливание анкерных ребер полиэтиленовых листов в свежеуложенный слой раствора. Для защиты от повреждения необходимо выполнять стяжку из цементного раствора марки 100 толщиной не менее 30 мм. Для обеспечения непрерывности гидроизоляции по всем стыкам между сборными и сборно-монолитными конструкциями осуществляется приварка накладок из полимерных материалов, идентичных применяемым на сборных изделиях. Необходимо соединять путем сварки сопряжения смежных защищаемых поверхностей. Для сварки полимерных листов в качестве присадочного материала следует применять сварочный прут из материалов тех же марок, что и основные листы.
Технологические приемы укладки термопластичных материалов выполняют в следующей последовательности:
- раскатывают несколько рулонов мембраны на предварительно подготовленное основание с нахлестом 60 мм и оставляют на 30 мин. Мембрану можно укладывать по твердому ровному основанию или по утеплителю из пенопласта или полиуретана; по неровной (грубой) поверхности предварительно укладывают разделительный слой нетканого материала – геотекстиль;
- используя рекомендуемое сварочное оборудование, выполняют стык соединенных полотнищ с шириной сварного шва не менее 40 мм в зонах примыканий, на криволинейных участках, где невозможно или затруднительно использование автоматического сварного оборудования, выполняют сварку с использованием ручного оборудования.
При сварке горячим воздухом чистые поверхности, предназначенные для сварки, доводят до пластичного состояния с помощью горячего воздуха и сваривают под давлением с помощью прикатного ролика. Соединение может переносить нагрузки сразу после остывания. Нахлест между мембранами должен составлять не менее 5 см, сварной шов должен быть минимум 2 см в ширину.
Сварочные работы должны проводиться квалифицированным персоналом. При слишком высокой температуре горячего воздуха возникает опасность коксования, что ухудшает качество сварки. Поэтому для лучшего контроля и поддержания нужной скорости сварки гидроизоляционные мембраны, где возможно, выпускают светлых цветов. Коксование определяется легким изменением окраски края шва, которое указывает на слишком высокую температуру и низкую скорость сварки или и то, и другое. Если температура сварки, напротив, слишком низкая и/или скорость сварки слишком высокая, размягчение мембраны недостаточно. Соединение материала не происходит вообще или происходит в недостаточной степени.
Во избежание сморщивания материала рулон раскатывают по всей длине. Фиксатор и шайбу крепят на каждом углу с одной стороны мембраны. Материал натягивают к противоположной стороне и крепят оставшимися двумя фиксаторами. Это способствует плотному удержанию листа во время процесса плавки.
После механического крепления первого листа кладут второй по ширине нахлеста (130 мм для материала шириной 1 м и 140 мм для материала шириной 2 м). Затем поднимают и загибают край материала, который находится ближе всего к катающему колесу. После этого устанавливают 40-миллиметровую насадку и включают электродвигатель.
Насадку снимают после того, как механизм достигнет края последнего рулона, и до того, как он встретит на своем пути какое-либо препятствие на участке шва.
Разогревают аппарат для сварки горячим воздухом (примерно 4 — 5 мин) и круглым или плоским соплом проваривают мембраны с внутренней стороны точечным способом. Производят сварку переднего края, равномерно и непрерывно ведя аппарат. Сварной шов должен быть минимум 20 мм в ширину. Поверхности, доведенные до пластичного состояния, плотно прижимают друг к другу прикатным роликом. Температура сварки подобрана верно, если расплавленный материал под давлением прикатного ролика начинает проступать по краю шва, и край мембраны не изменяет цвет.
Монтаж листовой гидроизоляции
Гидроизоляцию из полимерных пленок и листов монтируют с помощью дюбелей и прижимных планок. Листы гидроизоляции можно наклеивать на мастиках или клеях, а стыки соединяют сваркой токами высокой частоты, горячим воздухом или контактным теплом. Температура сварки для листов полистирола и полиэтилена 140 — 160°С, поливинилхлорида 130 — 150°С, полиамида 160 — 220°С, полиметилметакрилата 200 — 240°С, полипропилена 260 — 280°С. Во избежание повреждения изоляции ее целесообразно размещать между слоями толя, рубероида, пергамина. Полимерные термопластичные листы плохо соединяются с бетонной вертикальной поверхностью, поэтому полимерные листы механически заанкеривают в бетон. Методом экструзии изготавливают профильные облицовки из полиэтилена и полипропилена с ребрами , имеющими цилиндрическую головку.

Облицовка выпускается в виде рукавов, которые затем разрезают на листы. Используя свойство полиэтилена и полипропилена свариваться при повышенных температурах, швы между листами заваривают. Монтаж листов из нержавеющей стали осуществляется сваркой в среде аргона.
Технические характеристики листовых полиэтиленовых материалов
| Внутренний диаметр рукава, мм | Число ребер, шт. | Ширина соответствующего листа, мм | Масса 1 м при нормальных размерах, кг | Длина листа, м | Масса рулона, кг |
| 150 | 12 | 471 | 0,72 | 50 | 36 |
| 200 | 16 | 628 | 0,96 | 50 | 48 |
| 300 | 24 | 942 | 1,44 | 50 | 72 |
| 400 | 32 | 1256 | 1,92 | 40 | 77 |
| 500 | 40 | 1570 | 2,4 | 40 | 96 |
| 600 | 48 | 1884 | 2,88 | 35 | 100 |
| 700 | 56 | 1998 | 2,36 | 30 | 100 |
| 800 | 64 | 2512 | 3,84 | 30 | 115 |
| 900 | 72 | 2826 | 4,32 | 30 | 130 |
| 1000 | 80 | 3140 | 4,8 | 20 | 144 |
Требования к готовым гидроизоляционным покрытиям
| Технические требования | Контроль (метод, объем, вид регистрации) |
| Прочность сцепления с основанием и между собой гидроизоляционного ковра из рулонных материалов по сплошной мастичной клеящей прослойке эмульсионных составов с основанием не менее 0,5 МПа | Измерительный, 5 измерений на 120-150 м2 поверхности покрытия (при простукивании не должен изменяться характер звука); при разрыве приклеенных материалов не должны наблюдаться отслоения по мастике (разрыв должен происходить внутри рулонного полотнища), акт приемки |
| Теплостойкость и составы мастик для приклейки рулонных материалов, а также прочность и составы клеящей прослойки должны соответствовать проектным. Отступления от проекта 5% | Технический осмотр; акт приемки |
| Пузыри, вздутия, воздушные мешки, разрывы, вмятины, проколы, губчатое строение, потеки и наплывы на поверхности покрытия гидроизоляции не допускаются | Технический осмотр; акт приемки |
| Увеличение влажности оснований, промежуточных элементов не более 5% | Измерительный, 5 измерений на 50-70 м2 поверхности покрытия или на отдельных участках меньшей площади в местах, выявленных визуальным осмотром, акт приемки |
| При приемке готовой гидроизоляции необходимо проверить качество заполнения стыков и отверстий в сооружениях из сборных элементов уплотняющими материалами. Отступления от проекта не допускаются | Технический осмотр; акт приемки |





